聚乙烯管道全自动热熔对接焊机Gator180/250/315操作说明
一、设备简介与型号说明
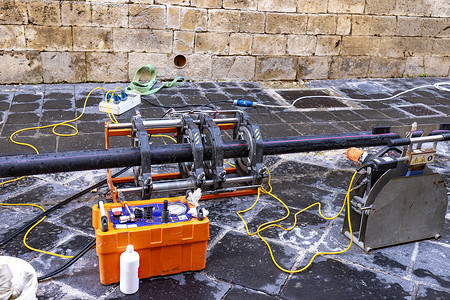
聚乙烯(PE)管道全自动热熔对接焊机Gator系列(涵盖180、250、315三种常见规格,对应可焊接的管道公称外径范围)是用于PE管道高质量、高效率连接的专业设备。它采用微处理器控制,自动化程度高,能精确控制加热温度、压力、时间及冷却过程,确保焊接接头强度达到甚至超过管材本体,广泛应用于燃气、给排水、化工等领域的管道施工。
型号含义:
- Gator180:适用于DN40-DN180mm规格的PE管。
- Gator250:适用于DN90-DN250mm规格的PE管。
- Gator315:适用于DN160-DN315mm规格的PE管。
二、操作前准备
- 安全确认: 确保工作区域整洁、通风良好,远离易燃易爆物品。操作人员需佩戴防护手套、护目镜等劳保用品。
- 设备检查:
- 检查焊机各部件(机架、铣刀、加热板、液压系统、控制箱)是否完好、清洁。
- 检查加热板涂层是否完好,确保表面无损伤、无污染物(如PE残留物)。
- 检查液压油位及系统密封性。
- 确认电源电压与设备要求相符,并可靠接地。
- 管材与管件准备:
- 确认待焊管材材质、规格(SDR值)符合设计要求,并已进行外观检查(无划伤、裂纹、污染等)。
- 使用专用工具(如刮刀)去除管端氧化层,清理长度略大于夹具宽度。
- 确保管材端面清洁、干燥、无油污。
- 设备就位与夹装:
- 将焊机稳固放置,调整机架高度使管材中心轴线基本水平对齐。
- 打开夹具,将两根待焊管材分别装入两端夹具,确保管端伸出夹具的长度符合要求(通常约为铣刀宽度)。
- 均匀紧固夹具,确保管材被牢固夹持且不发生径向变形。
三、焊接操作流程(全自动模式)
- 参数设置: 在控制箱触摸屏上,根据管材规格(外径、壁厚)、材质(如PE80、PE100)以及环境温度,选择或输入正确的焊接参数。关键参数包括:
- 加热板温度: 通常为210±10°C(根据材料牌号调整)。
- 吸热压力(P1)、吸热时间(t1): 确保端面充分熔融。
- 切换时间(t2): 从加热板抽出到对接开始的时间,应尽可能短。
- 焊接压力(P2)、冷却时间(t3): 保证熔接面充分融合并在压力下冷却定型。
(具体数值务必参考设备手册、管材厂家推荐参数及现行国家焊接标准)
- 对中与铣削:
- 启动“对中”功能,调整管材位置,使两端面间隙均匀(通常使用塞尺检查)。
- 安装并锁紧铣刀。启动“铣削”程序,设备将自动前进并旋转铣刀,同时铣平两个管端面。
- 铣削完成后,设备自动后退。取下铣刀,检查并清理切削屑。 检查铣削后的端面是否平整、光滑、相互平行且无间隙。
- 加热与切换:
- 安装并锁紧已预热至设定温度的加热板。启动“加热”程序,设备自动将两管端以设定压力(P1)压向加热板,并开始计时(t1)。
- 吸热时间结束,设备发出提示音。迅速取出加热板(避免横向移动),然后立即启动“对接”程序(或设备自动进入)。切换时间(t2)是关键,必须尽量短(通常<10秒),以防熔融端面氧化或冷却。
- 对接与保压冷却:
- 设备自动以焊接压力(P2)将两熔融管端对接在一起,并开始冷却计时(t3)。
- 在整个冷却期间,必须保持焊机处于保压状态,严禁移动、振动或施加外力于焊口及管材。
- 冷却时间结束,设备发出完成提示。可以释放夹具压力,移开焊机。
四、焊接后检查
- 外观检查: 检查焊口翻边是否均匀、对称,高度和宽度符合标准(如翻边高度一般为0.5-2mm,视规格而定)。翻边应平滑、饱满,根部无杂质、无裂纹。
- 翻边切除检查(可选但重要): 使用翻边切除器沿管外壁切除焊口翻边。检查翻边内侧根部是否融合良好,有无杂质、气孔、熔合线缺陷。这是判断内部焊接质量的有效手段。
- 记录: 填写焊接记录,包括日期、焊工编号、管材信息、焊接参数、环境条件等,以备追溯。
五、注意事项与维护
- 安全第一: 加热板高温,避免烫伤。操作铣刀、加热板时务必小心。
- 环境适应性: 大风、雨雪、沙尘天气应采取防护措施。环境温度过低(如< -5°C)时,需采取特殊工艺措施(如延长加热时间)。
- 参数严谨性: 严禁随意更改或估计焊接参数。不同品牌、批次的管材可能需微调参数。
- 设备保养:
- 每次使用后,清洁加热板(使用专用清洁剂和木制或软质刮板)、铣刀及夹具。
- 定期检查液压系统、电气连接和运动部件。
- 长期不用时,将设备存放于干燥处,并对活动部件涂抹防锈油。
- 人员资质: 操作人员应经过专业培训,持证上岗,深刻理解焊接工艺原理。
遵循本操作说明,结合具体的设备用户手册和工程规范,可确保Gator系列全自动热熔对接焊机安全、高效地完成高质量的PE管道焊接作业。